
Scandura Conveyor Belt: Toughest Heavyweight Products Brochure

This blog post delves into the world of the Scandura conveyor belt, highlighting the company’s unwavering commitment to quality and innovation. As we journey through Scandura’s impressive legacy, we’ll uncover how their dedication to excellence in conveyor belt technology has made a significant impact in various industries, setting the standard for durability, efficiency, and performance in material handling solutions. Join us as we explore the remarkable story of Scandura and its contributions to the conveyor belt industry.
Scandura Conveyor Belt: A Legacy of Innovation
The story of the Scandura conveyor belt is one of innovation and adaptation, stretching back to 1879. This journey from humble beginnings to becoming a leader in conveyor belting solutions is a testament to Scandura’s enduring legacy in the industry.
Scandura’s origins can be traced to the late 19th century, where it began as a manufacturer of woven cotton fabric belts. These early products were essential in the nascent stages of industrialization, providing a basic but crucial component for early machinery and conveyance systems. Over the years, Scandura adapted to the changing needs of industries, evolving its products from simple woven belts to more sophisticated and durable conveyor belting solutions.
This evolution was not just a change in product design but also a reflection of Scandura’s commitment to innovation. As the industrial world grew more complex, with increasing demands for efficiency and durability, Scandura responded by investing in research and development. This led to the creation of conveyor belts that were not only stronger and more reliable but also tailored to meet the specific needs of various industries, from mining to food processing.
Scandura’s historical background has significantly shaped its current offerings in the conveyor belt industry. The company’s long-standing experience has given it a deep understanding of the challenges and requirements of material handling across different sectors. This knowledge is evident in the design and quality of Scandura conveyor belts, which are renowned for their robustness, longevity, and performance.
Moreover, Scandura’s legacy is not just in its products but also in its approach to customer service and support. The company’s history of growth and adaptation has instilled a culture of listening to customer needs and responding with effective, customized solutions. This customer-centric approach has helped Scandura maintain its position as a trusted and respected name in the conveyor belt industry.
The Scandura conveyor belt is more than just a product; it is a symbol of a company’s journey through industrial history. From woven cotton fabric belts to modern conveyor solutions, Scandura’s legacy is one of continuous innovation and unwavering commitment to meeting the evolving needs of industries worldwide.
Scandura Conveyor Belt’s Mastery in Weave Design and Fabric Production
In the realm of Scandura conveyor belt manufacturing, the company’s expertise in weave design and fabric production stands as a testament to over a century of excellence in textile engineering. This section delves into the intricate details of Scandura’s specialized skills in these areas, highlighting how their deep-rooted knowledge and innovative approaches contribute significantly to the quality and integrity of their conveyor belts.
A Century of Textile Engineering Expertise:
- Scandura’s journey in weave design dates back to the late 19th century, showcasing a rich heritage in textile engineering. This extensive experience has allowed them to perfect the art of creating fabrics that are not only strong and durable but also tailored to meet specific industrial needs.
- The company’s expertise encompasses a wide range of weave patterns, each designed to enhance certain characteristics of the conveyor belts, such as flexibility, load-bearing capacity, and resistance to wear and tear.
Innovative Weave Designs for Enhanced Belt Performance:
- Scandura’s innovative weave designs are at the heart of their conveyor belts’ performance. These designs are meticulously crafted to ensure optimal strength and longevity, making them suitable for a variety of demanding industrial applications.
- The weave patterns are engineered to provide balanced load distribution, minimize elongation, and resist the harsh conditions often encountered in different industrial environments.
Internal Fabric Production for Quality Assurance:
- A key aspect of Scandura’s success lies in their ability to produce their own fabric internally. This control over the production process ensures that every inch of material meets their stringent quality standards.
- By overseeing the entire fabric production process, from raw material selection to final weaving, Scandura guarantees that each conveyor belt is built with the highest level of integrity and quality.
Impact of Fabric Quality on Conveyor Belt Durability:
- The quality of the fabric directly impacts the durability and efficiency of the conveyor belts. Scandura’s high-quality fabrics contribute to belts that are resistant to abrasion, tearing, and other forms of wear, thereby extending the lifespan of the belts and reducing the need for frequent replacements.
- This focus on fabric quality not only enhances the performance of the conveyor belts but also offers long-term cost savings and reliability for businesses relying on their conveyor systems.
Scandura’s expertise in weave design and fabric production is a cornerstone of their reputation in the conveyor belt industry. Their commitment to excellence in these areas results in conveyor belts that are not just functional but are also benchmarks of quality and durability in the material handling sector.
Scandura Conveyor Belt: Emphasizing Strength and Integrity
The Scandura conveyor belt is synonymous with strength and high-integrity, reflecting the company’s focused approach in product development. This section examines how Scandura has dedicated its efforts to conveyor belt engineering, creating solutions that are not only robust but also embody the highest standards of integrity and reliability.
Scandura’s commitment to producing strong conveyor belts is evident in their meticulous selection of materials and innovative manufacturing processes. The company understands that the strength of a conveyor belt is crucial in handling the rigorous demands of various industrial applications, from heavy mining operations to intricate material handling in manufacturing facilities. To this end, Scandura employs advanced materials that are both resilient and capable of withstanding extreme conditions, such as high temperatures, abrasive materials, and constant mechanical stress.

A key aspect of Scandura’s product development is the emphasis on weave design. The weave pattern of a conveyor belt significantly influences its overall strength and durability. Scandura has perfected the art of weave design, creating patterns that provide optimal tensile strength while maintaining flexibility. This balance is crucial in ensuring that the belts can endure the dynamic forces they encounter during operation without compromising their structural integrity.
The importance of weave design in enhancing the strength and durability of conveyor belts cannot be overstated. A well-designed weave pattern ensures that the load is evenly distributed across the belt, reducing the likelihood of wear and tear in concentrated areas. This uniform distribution of stress not only extends the lifespan of the belt but also maintains its performance over time.
Furthermore, Scandura’s high-integrity belting solutions are designed to be resilient against elongation and deformation. This resilience is critical in maintaining the belt’s alignment and preventing slippage, which are common issues in conveyor belt operations. By focusing on high-integrity designs, Scandura ensures that its conveyor belts deliver consistent performance, even under the most challenging conditions.
The Scandura conveyor belt stands as a testament to the company’s dedication to creating belting solutions that are not just strong but also embody high integrity. Through advanced conveyor belt material selection, innovative weave designs, and a commitment to quality, Scandura continues to set the standard in the conveyor belt industry, providing solutions that are reliable, durable, and capable of meeting the diverse needs of their global clientele.
Key Features of Scandura Conveyor Belt
Scandura Conveyor Belt is renowned for its superior quality and advanced engineering, making it a leading choice for various industrial applications. Here’s an in-depth look at the key features that set Scandura Conveyor Belts apart from the competition.
Innovative Fabric Design
Importance of Fabric Strength in Conveyor Belts
The fabric used in conveyor belts is crucial for their overall strength and durability. In industrial settings, conveyor belts must withstand substantial wear and conveyor belt tear, handle heavy loads, and endure challenging environmental conditions. The fabric serves as the backbone of the belt, providing the necessary support and flexibility to handle these demands.
Scandura’s Commitment to Textile Engineering and In-House Weaving Capabilities
Scandura Conveyor Belt excels in this area by leveraging over a century of expertise in textile engineering. Established in 1879, Scandura has a long-standing tradition of innovation and quality. The company’s dedication to producing high-integrity fabrics ensures that each conveyor belt can handle rigorous operational demands.
One of the standout features of Scandura Conveyor Belts is their in-house weaving capability. This allows Scandura to maintain strict quality control over the production process, ensuring that every belt meets their exacting standards. By weaving their own fabric, Scandura can tailor the material properties to suit specific applications, providing custom solutions that enhance performance and longevity.
In-house weaving also allows for quick adjustments and innovations in response to market demands. Whether it’s developing new weave patterns for improved durability or integrating advanced materials for specific industrial needs, Scandura’s textile engineering team is at the forefront of conveyor belt technology.
Steel Cord Belting
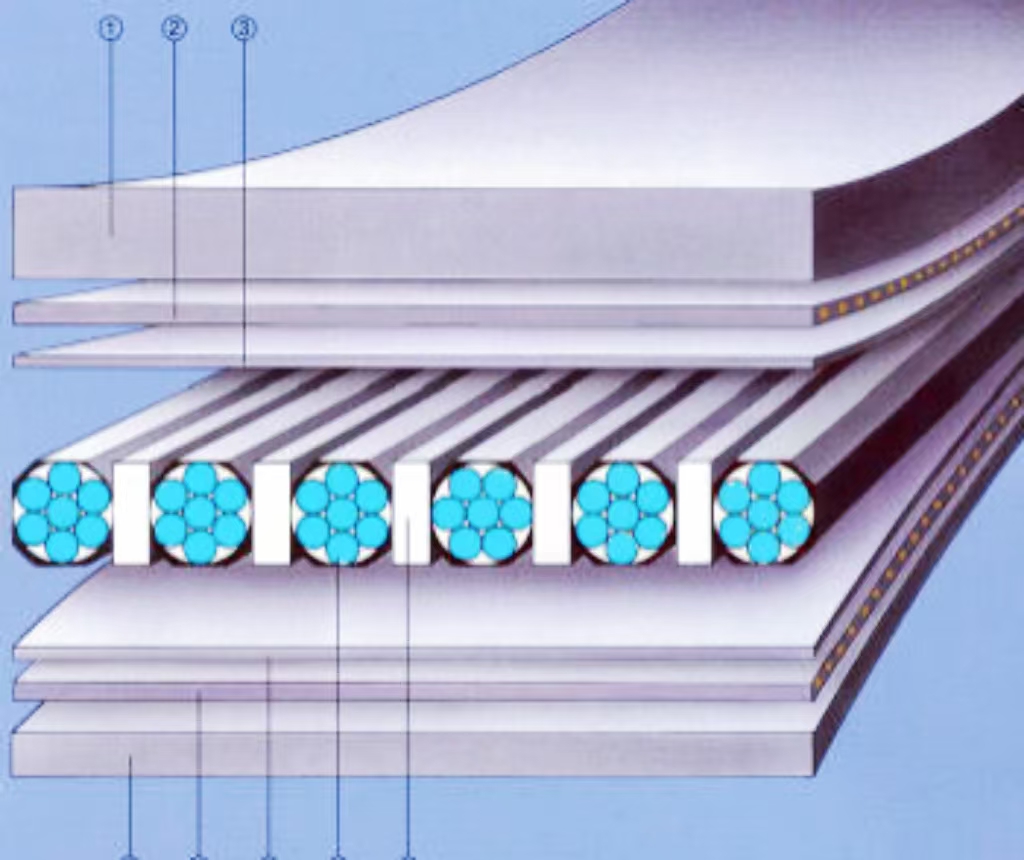
Designed for the Toughest Loads Over the Longest Hauls
Steel cord conveyor belting is one of the most robust types of conveyor belts available, and Scandura Conveyor Belt offers some of the best in the market. These belts are specifically designed to handle the toughest loads over the longest hauls, making them ideal for industries such as mining, quarrying, and heavy manufacturing.
The strength of steel cord belting lies in its construction. Steel cords provide exceptional tensile strength, allowing the belt to carry heavy loads without stretching. This is crucial in applications where the conveyor system must operate continuously and reliably, transporting materials over long distances.
Specially Coated Cables for Enhanced Adhesion and Corrosion Resistance
A key innovation in Scandura’s steel cord belting is the use of specially coated cables. These coatings significantly enhance the adhesion between the steel cords and the surrounding rubber matrix, ensuring that the cords remain securely embedded within the belt. This not only improves the overall durability of the belt but also prevents delamination, a common issue in lesser-quality conveyor belts.
Additionally, the coatings provide excellent corrosion resistance. In environments where the belt is exposed to moisture, chemicals, or extreme temperatures, corrosion can quickly compromise the integrity of the steel cords. Scandura’s specially coated cables resist these harsh conditions, prolonging the lifespan of the belt and maintaining its performance under demanding circumstances.
By combining these advanced materials and manufacturing techniques, Scandura Conveyor Belt delivers products that can withstand the most challenging operational environments. Their steel cord belts are a testament to the company’s commitment to quality and innovation, providing industries with reliable, high-performance solutions.
Scandura Conveyor Belt Examples and Applications
In the world of material handling and conveyance, the Scandura conveyor belt stands out as a prominent name, known for its quality and durability. This section provides an overview of various examples of conveyor belts produced by Scandura, highlighting their applications in different industries. Additionally, it includes case studies or examples where Scandura conveyor belts have been successfully implemented, showcasing their versatility and effectiveness.
Overview of Scandura Conveyor Belt Varieties
Scandura, with its extensive experience in conveyor belt manufacturing, offers a wide range of belts suitable for various industrial needs. Their product line includes:

- Heavy-Duty Conveyor Belts: Designed for demanding applications such as mining and aggregate industries. These belts are built to withstand harsh conditions and heavy loads.
- Light-Duty Conveyor Belts: Ideal for packaging, food processing, and light material handling. These belts are designed for efficiency and hygiene.
- Specialty Conveyor Belts: Tailored for unique applications, these belts might have specific features like high-temperature resistance, oil resistance, or flame retardant properties.
Applications in Different Industries
Scandura’s conveyor belts find applications across a broad spectrum of industries, each with its unique requirements:
- Mining and Quarrying: Scandura’s heavy-duty belts are used for transporting ores, minerals, and other heavy materials, often in rugged terrain.
- Manufacturing: In manufacturing plants, Scandura belts are used for assembly lines, transporting components and finished products.
- Food and Beverage: The light-duty belts are used in the food industry, where hygiene and cleanliness are paramount.
- Logistics and Warehousing: For sorting, packaging, and distribution, Scandura belts provide efficient and reliable material handling solutions.
Case Studies of Scandura Conveyor Belt Implementation
- Mining Success Story: In a large mining operation, Scandura conveyor belts were used to transport coal over long distances. The belts’ durability and ability to handle heavy loads led to increased productivity and reduced downtime.
- Food Processing Plant: A food processing plant utilized Scandura’s light-duty conveyor belts for its packaging line. The belts’ food-safe material and easy-to-clean surface ensured compliance with food safety standards.
- Automotive Manufacturing: An automotive manufacturer implemented Scandura specialty belts in their production line. The belts’ ability to handle various materials and components streamlined the assembly process.
Scandura conveyor belts, with their diverse range and adaptability, have proven to be vital in various industrial applications. From heavy-duty mining operations to precise food processing lines, Scandura’s conveyor belts have delivered efficiency, reliability, and productivity, as evidenced by numerous successful implementations across industries.
Deciphering Conveyor Belt Formulas in Scandura Conveyor Belt Applications
Understanding the science behind Scandura conveyor belt design involves delving into the key conveyor belt formulas. These formulas are crucial in determining the specifications and ensuring optimal performance of conveyor belts. This section explains these essential formulas and illustrates how they are applied in real-world scenarios to enhance the functionality and efficiency of Scandura conveyor belts.
Fundamental Conveyor Belt Formulas:
- Conveyor belt design involves several mathematical formulas that take into account factors like belt speed, belt width, throughput capacity, and tension. These formulas help in calculating the optimal belt size and speed, as well as the required power to drive the belt.
- Key formulas include the calculation of belt speed, which is crucial for determining how fast the belt should move to meet the required material handling capacity. Another important formula is the belt tension calculation, essential for ensuring the belt operates without slipping or excessive stretching.
Application in Belt Specification:
- These formulas are applied during the design phase of Scandura conveyor belts to specify the right belt for a particular application. For instance, in heavy-duty industrial applications, the belt tension formula helps in selecting a belt that can withstand high levels of stress without elongation.
- In applications where throughput capacity is critical, the throughput formula is used to determine the belt width and speed, ensuring that the conveyor system can handle the desired volume of material efficiently.
Optimizing Conveyor Belt Performance:
- In real-world scenarios, these formulas are not just theoretical; they are applied to optimize the performance of conveyor belts. For example, in a mining operation, the belt speed formula is used to ensure that the conveyor belt moves at the right speed to transport the mined material without spillage or backlog.
- Similarly, in a manufacturing setting, the tension formula is crucial to maintain the integrity of the belt under continuous operation, preventing downtime due to belt slippage or breakage.
Customization and Adaptation:
- Scandura’s expertise allows for the customization of these formulas based on specific operational requirements. This means adapting the formulas to suit different environmental conditions, load types, and operational frequencies.
- This customization ensures that each Scandura conveyor belt is not only designed according to standard calculations but is also fine-tuned to meet the unique demands of each application.
Conveyor belt formulas are integral to the design and operation of Scandura conveyor belting. By applying these formulas, Scandura ensures that each conveyor belt is optimized for its intended use, leading to enhanced performance, reliability, and longevity in various industrial applications.
Scandura Conveyor Belt: Belt Feeder vs Belt Conveyor
In the world of material handling, the Scandura conveyor belt plays a pivotal role, not just in conveyor systems but also in belt feeders. This section provides a comparative analysis of belt feeders and belt conveyors, highlighting their differences and specific applications, and how Scandura’s products adeptly cater to both.
Belt Feeders vs Belt Conveyors: Understanding the Differences
The primary difference between belt feeders and belt conveyors lies in their function. Belt feeders are designed for controlled, volumetric feeding of bulk materials. They are typically shorter than belt conveyors and feature a belt that is loaded with material from a hopper or bin. The belt then moves the material to its discharge point at a controlled rate. This makes belt feeders ideal for applications where precise metering of materials is essential, such as in blending operations or feeding materials into a process.
Belt conveyors, on the other hand, are designed primarily for transporting materials over long distances. They consist of a long, continuous belt that moves between two or more pulleys. Belt conveyors are used in a variety of industries for transporting everything from bulk commodities to small parts and are valued for their efficiency and ability to move materials quickly and continuously.
Scandura’s Approach to Feeder and Conveyor Needs
Scandura’s conveyor belts are engineered to meet the diverse needs of both belt feeders and belt conveyors. For belt feeders, Scandura offers belts that are designed for high levels of accuracy and consistency. These belts are constructed to handle the stress of stopping and starting under load, a common requirement in feeding applications. The materials used in Scandura’s feeder belts are selected for their durability and resistance to abrasion, ensuring longevity even under constant use.
For belt conveyors, Scandura’s products are designed for optimal performance over long distances. These conveyor belts are built to withstand the rigors of continuous operation, with features such as high tensile strength and resistance to wear and tear. Scandura’s conveyor belts are also versatile, able to transport a wide range of materials, from fine powders to large, bulky items.
In both applications, Scandura’s conveyor belts are known for their reliability and efficiency. The company’s commitment to quality means that whether the belt is used in a feeder or a conveyor, it performs consistently, reducing downtime and maintenance costs.
The Scandura conveyor belt is a versatile solution capable of meeting the distinct demands of both belt feeders and belt conveyors. Scandura’s expertise in belt design and material selection ensures that their products can handle the specific challenges of each application, making them a go-to choice for industries reliant on efficient material handling systems.
Cost and Efficiency of Belt Conveyors
In the realm of material handling, the cost and efficiency of belt conveyors are critical factors for businesses. This section provides insight into the cost factors associated with belt conveyors and explores how Scandura’s conveyor belt solutions offer cost-effective options for material handling. Additionally, it delves into the efficiency benefits provided by Scandura conveyor belts in various operational settings.
Cost Factors in Belt Conveyors
When considering the cost of belt conveyors, several factors come into play:
- Initial Purchase and Installation: The upfront cost includes the purchase of the conveyor belt itself and the associated installation expenses. The Scandura conveyor belt is designed to be durable and long-lasting, which can mean a higher initial investment but lower long-term costs due to reduced replacement frequency.
- Maintenance and Repairs: Regular maintenance is crucial for the longevity of conveyor belts. Scandura’s high-quality materials and construction reduce the need for frequent repairs, thus minimizing maintenance costs over time.
- Operational Efficiency: The efficiency of a conveyor belt directly impacts operational costs. Scandura conveyor belts are engineered for optimal performance, which can lead to reduced energy consumption and lower operational costs.
- Customization and Adaptability: Customized solutions may be required for specific industrial needs, which can affect the cost. Scandura offers tailored conveyor belt options that balance customization with cost-effectiveness.
Efficiency Benefits of Scandura Conveyor Belts
Scandura conveyor belts are not just cost-effective; they also bring several efficiency benefits:
- Reduced Downtime: The durability and reliability of Scandura conveyor belts mean less downtime for repairs and maintenance, leading to more consistent operations.
- Improved Material Handling: Scandura belts are designed to handle a variety of materials efficiently, whether it’s heavy mining materials or delicate food products. This versatility ensures smooth and efficient material flow.
- Energy Efficiency: Advanced materials and design techniques used in Scandura conveyor belts can lead to lower energy consumption compared to conventional belts, making them an energy-efficient choice.
- Enhanced Productivity: With improved reliability and efficiency, Scandura conveyor belts can significantly enhance overall productivity, contributing to better throughput and faster operations.
Scandura conveyor belts offer a cost-effective and efficient solution for various material handling needs. Scandura conveyor belt’s steel cord belting, with coated cables, delivers the toughest loads over long hauls, showcasing 100 years of textile engineering expertise.Their durability, tailored design options, and operational efficiency make them a wise investment for businesses looking to optimize their conveyor systems. The long-term savings in maintenance and operational costs, combined with the efficiency benefits, make Scandura a preferred choice in the conveyor belt market. Their durability, tailored design options, and operational efficiency make them a wise investment for businesses looking to optimize their conveyor systems. The long-term savings in maintenance and operational costs, combined with the efficiency benefits, make Scandura a preferred choice in the conveyor belt market.
The Versatility of Scandura Conveyor Belt Across Various Industries
The Scandura conveyor belt is renowned for its versatility, finding applications in a myriad of industries. This section provides an overview of the diverse uses of belt conveyors, showcasing how Scandura’s products adapt to various sector-specific requirements. We will also explore some unique and innovative uses of belt conveyors in the industry, highlighting Scandura’s role in facilitating these applications.
Wide Range of Industrial Applications:
- Scandura conveyor belts are integral in industries such as mining, where they are used for transporting materials from deep underground to the surface. Their strength and durability are crucial in these harsh environments.
- In the manufacturing sector, these belts streamline the assembly line process, efficiently moving parts and finished products. The precision and reliability of Scandura belts are vital for maintaining production speed and quality.
- The agricultural industry utilizes these belts for handling various products, from grains to vegetables, where gentle handling and food safety are paramount.
Specialized Applications in Different Sectors:
- In the logistics and warehousing industry, Scandura belts are used in sorting systems, efficiently organizing packages for distribution. Their ability to handle varying weights and sizes is essential for these operations.
- The recycling sector employs these conveyor belts for sorting and processing recyclable materials, where the belts’ resistance to abrasion and chemicals is a significant advantage.
- In the food processing industry, Scandura belts are designed to meet hygiene standards, ensuring safe and clean transportation of food products.
Innovative and Unique Conveyor Uses:
- Scandura’s technology has enabled the development of conveyor belts for specialized applications, such as high-temperature environments in steel manufacturing or cold storage facilities.
- In the pharmaceutical industry, Scandura belts are used in cleanrooms for transporting sensitive medical products, where the belts’ non-contaminating materials are crucial.
- The company has also been involved in creating custom conveyor solutions for unique applications, such as moving walkways in airports or modular conveyor systems for temporary installations at events.
Adaptability and Customization:
- One of Scandura’s strengths lies in its ability to customize conveyor belts to suit specific industry needs. This includes adapting the belt material, size, and design to optimize performance for each application.
- Their commitment to innovation allows them to continually develop new applications for conveyor belts, pushing the boundaries of what these systems can achieve.
The Scandura conveyor belt is not just about transportation; they are a critical component in a wide range of industrial processes. The versatility of Scandura’s products is evident in their ability to meet the diverse needs of different sectors, making them a key player in the conveyor belt industry.
FAQs about Scandura Conveyor Belt
The three primary types of conveyor belts are:
Flat Belt Conveyors: These are the most common type and are used for general purpose material handling. They are typically made of rubber or synthetic fabrics and are suitable for transporting items over short to medium distances.
Modular Belt Conveyors: These belts are made of interlocking pieces, often made of plastic, that can be easily replaced or repaired. They are ideal for applications requiring frequent cleaning or those that involve transporting items around curves.
Cleated Belt Conveyors: These have vertical cleats or barriers along the belt’s surface to help move materials up steep inclines. They are used in industries such as agriculture and manufacturing to transport bulk materials.
The strongest conveyor belts are typically steel cord belts. These belts are reinforced with steel cords, making them extremely durable and capable of handling the heaviest loads over long distances. They are commonly used in mining and other heavy-duty industrial applications where reliability and strength are critical.
The conveyor belt at the airport is commonly referred to as a baggage conveyor belt or luggage conveyor belt. These belts are designed to transport passengers’ luggage from the check-in areas to the aircraft and from the aircraft to the baggage claim areas efficiently.
The term M 24 conveyor belt refers to a grade of conveyor belt that meets certain standards for durability and strength. The “M” typically stands for mining, indicating that it is suitable for heavy-duty applications. The number “24” refers to the grade, which signifies specific properties like tensile strength, abrasion resistance, and overall durability. M 24 conveyor belts are often used in industries like mining, quarrying, and material handling due to their robustness and long lifespan.
Last Updated on May 27, 2024 by Jordan Smith
Jordan Smith, a seasoned professional with over 20 years of experience in the conveyor system industry. Jordan’s expertise lies in providing comprehensive solutions for conveyor rollers, belts, and accessories, catering to a wide range of industrial needs. From initial design and configuration to installation and meticulous troubleshooting, Jordan is adept at handling all aspects of conveyor system management. Whether you’re looking to upgrade your production line with efficient conveyor belts, require custom conveyor rollers for specific operations, or need expert advice on selecting the right conveyor accessories for your facility, Jordan is your reliable consultant. For any inquiries or assistance with conveyor system optimization, Jordan is available to share his wealth of knowledge and experience. Feel free to reach out at any time for professional guidance on all matters related to conveyor rollers, belts, and accessories.

