
Steel Reinforced Conveyor Belt: Construction And Classification

A steel reinforced conveyor belt is a type of conveyor belt that uses steel cords for reinforcement, providing exceptional strength and durability. These belts are widely used in the conveyor belt industry, particularly in sectors such as mining, construction, and material handling, where heavy-duty applications are common. Steel reinforced conveyor belt for long-distance, high-volume transport , featuring reinforced structure for tear prevention and durability.The importance of steel reinforced conveyor belts lies in their ability to handle large volumes and heavy loads, making them essential for efficient and reliable operations. Compared to other types of belts, steel reinforced conveyor belts offer superior resistance to wear and tear, ensuring longevity and reduced maintenance costs. Their robust construction also enhances operational efficiency and safety.
Steel Reinforced Conveyor Belt Construction
Steel reinforced conveyor belts are an essential component in various industrial applications due to their durability, strength, and ability to handle heavy loads. These belts are designed to transport materials over long distances and through challenging environments. Here is a detailed description of their construction:
Steel reinforced conveyor belts consist of several key layers that work together to provide exceptional strength and durability. The main components include:
- Top Cover
- Carcass
- Steel Cords
- Bottom Cover
1. Top Cover
The top cover is the outermost layer of the belt and is designed to withstand the wear and tear of the transported materials. It is typically made from high-quality rubber or a synthetic polymer that offers excellent resistance to abrasion, heat, and chemicals. The thickness of the top cover can vary depending on the specific application and the type of materials being transported.
2. Carcass
The carcass is the backbone of the conveyor belt, providing it with structural integrity and flexibility. In steel reinforced conveyor belts, the carcass is usually made from layers of fabric, such as polyester or nylon, which are bonded together with rubber. This fabric-reinforced layer helps distribute the load evenly across the belt and enhances its resistance to impact and tearing.
3. Steel Cords
The steel cords are the primary reinforcement elements embedded within the carcass. These cords are made from high-tensile steel wires that are twisted together to form cables. The steel cords run longitudinally along the length of the belt, providing exceptional tensile strength and allowing the belt to handle extremely heavy loads and long spans. The diameter and spacing of the steel cords can be adjusted based on the specific requirements of the application.
4. Bottom Cover
The bottom cover is similar in composition to the top cover and is designed to protect the internal layers of the belt from wear and damage. It also provides a smooth surface for the belt to slide over the conveyor rollers and pulleys. Like the top cover, the bottom cover is made from durable rubber or synthetic polymers and can be customized in thickness and material properties to suit the application’s needs.
5. Bonding Layers
To ensure that the steel cords and fabric layers remain securely bonded together, adhesive layers are applied between the different components. These bonding layers are typically made from rubber compounds that are formulated to provide strong adhesion and flexibility. The adhesive ensures that the belt maintains its integrity and performance even under high stress and challenging operating conditions.
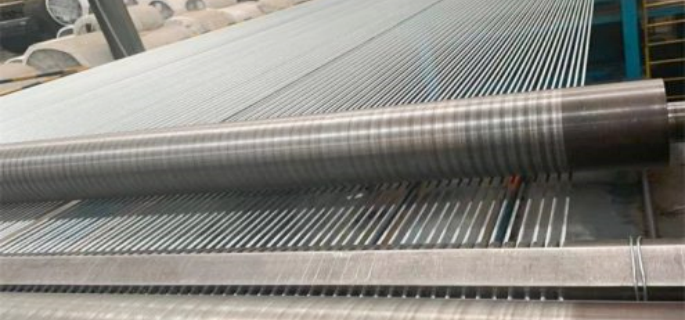
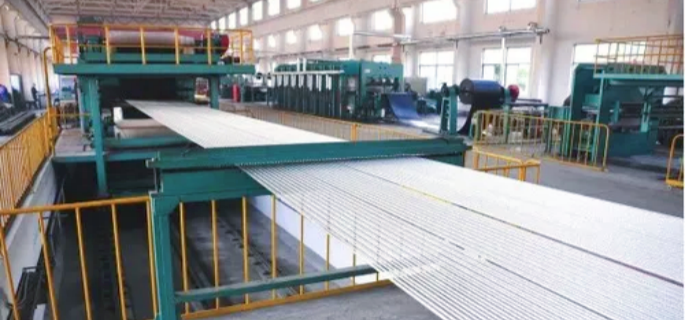
6. Manufacturing Process
The manufacturing process for steel reinforced conveyor belts involves several steps:
- Preparation of Materials: High-quality rubber, fabric, and steel cords are selected and prepared.
- Layer Assembly: The layers of fabric, steel cords, and rubber are assembled in the desired configuration.
- Vulcanization: The assembled layers are subjected to heat and pressure in a vulcanization process, which bonds the layers together and cures the rubber, resulting in a strong and durable conveyor belt.
- Finishing: The finished belt is trimmed to size, and any necessary surface treatments are applied to enhance its performance and longevity.
Steel reinforced conveyor belts are vital for industries that require the reliable and efficient transportation of heavy and abrasive materials. Their robust construction, featuring a combination of fabric, steel cords, and durable rubber, ensures they can withstand demanding conditions and provide long-lasting performance.
Specifications of Steel Reinforced Conveyor Belt
The specifications of steel reinforced conveyor belts can vary significantly depending on the intended application, material type, and operating conditions. Here are some common specifications and parameters typically considered for steel reinforced conveyor belts:
These specifications provide a comprehensive overview of the key parameters and features that define steel reinforced conveyor belts, ensuring they meet the specific needs of various industrial applications.
Classification of Steel Reinforced Conveyor Belt
Steel-reinforced conveyor belts are a critical component in various industrial applications, especially where high strength, durability, and resistance to abrasion are required. Here are the key classifications:
Steel Cord Conveyor Belts:
- Description: These belts use steel cords as the tensile member. The cords are arranged in parallel and embedded in rubber.
- Applications: Used in heavy-duty applications such as mining, bulk handling, and overland transportation.
- Advantages: High tensile strength, excellent impact resistance, and long service life.
Steel Mesh Conveyor Belts:
- Description: Made with a woven mesh of steel wires.
- Applications: Used where flexibility is required, such as in food processing and metalworking.
- Advantages: Flexibility, good heat resistance, and easy cleaning.
Features of Steel Reinforced Conveyor Belt
Steel reinforced conveyor belts offer several key features that make them suitable for heavy-duty industrial applications. These features ensure durability, strength, and efficiency in transporting materials. Here are some of the prominent features:
These features make steel reinforced conveyor belts an excellent choice for demanding industrial applications, ensuring reliability, safety, and efficiency in material transport.
Purchasing Steel Reinforced Conveyor Belts
Key Considerations for Specifications
When selecting a steel reinforced conveyor belt, understanding the detailed specifications is crucial for ensuring the belt’s suitability for specific applications and achieving optimal performance. The specifications, typically outlined in documents such as “Steel cord conveyor belt specification PDF” and “Steel cord belt specification,” include several key elements:
- Tensile Strength: This measures the maximum stress the how to cut steel reinforced conveyor belt can withstand without breaking. It is vital for applications involving heavy loads or high-stress conditions.
- Belt Width and Length: These dimensions are essential for fitting the conveyor system and handling the required volume of materials. Customizing the width and length ensures that the belt meets the operational needs of the specific industry.
- Steel Cord Diameter and Spacing: The diameter and spacing of the steel cords within the belt influence its flexibility, strength, and overall performance. Proper spacing ensures uniform stress distribution, reducing the risk of belt failure.
- Cover Grade and Thickness: The quality and thickness of the belt’s cover, usually made from rubber or PVC, determine its resistance to abrasion, heat, and chemicals. This specification is particularly important in harsh environments like mining or construction.
- Elongation at Break: This parameter indicates the belt’s ability to stretch under tension without breaking, ensuring that it can handle operational stresses without permanent deformation.
These specifications help determine the application appropriateness and performance of a steel reinforced conveyor belt, ensuring it meets the demands of specific industrial processes.
Steel Reinforced Conveyor Belt Price Dynamics
Several factors influence the price of steel reinforced conveyor belts. Understanding these factors can help businesses make informed purchasing decisions:
- Raw Material Costs: The price of steel and rubber, the primary materials in these belts, significantly impacts their overall cost. Fluctuations in raw material prices can cause variations in belt pricing.
- Manufacturing Processes: Advanced manufacturing techniques and technology used in producing steel reinforced conveyor belts can affect their cost. Higher precision and quality control often result in higher prices.
- Customization Requirements: Customizing belts to specific dimensions, tensile strength, or cover grades can increase the price due to additional design and production efforts.
- Volume of Purchase: Bulk purchases typically attract discounts, reducing the per-unit cost. Smaller orders might be more expensive per meter due to the lack of economies of scale.
- Brand and Manufacturer: Reputable brands and manufacturers with a history of quality and reliability often charge premium prices. Investing in a well-known brand can ensure higher quality and better performance.
Manufacturers and Purchase Options
Selecting the right manufacturer is critical for ensuring the quality and reliability of steel reinforced conveyor belts. Here are some leading manufacturers to consider:
- TRUCO: Known for high-quality conveyor belts and extensive industry experience.
- Fenner Dunlop: Offers a wide range of belts with a focus on durability and performance.
- Bridgestone: Renowned for innovative technology and robust conveyor belt solutions.
- ContiTech: Provides highly durable belts designed for demanding applications.
- Bando: Specializes in producing belts that meet rigorous industrial standards.
When selecting a manufacturer, consider the following:
- Reliability: Look for manufacturers with a proven track record of delivering high-quality products.
- Quality Standards: Ensure the manufacturer adheres to international quality standards, such as ISO certifications.
- Industry Reputation: Check reviews and references to gauge the manufacturer’s reputation in the industry.
For purchasing, search for “Steel reinforced conveyor belt for sale” to find available options. Ensure to verify the seller’s credibility and check for warranty and after-sale support to protect your investment.
Technical Insights and Installation of Steel Reinforced Conveyor Belts
The Diagram
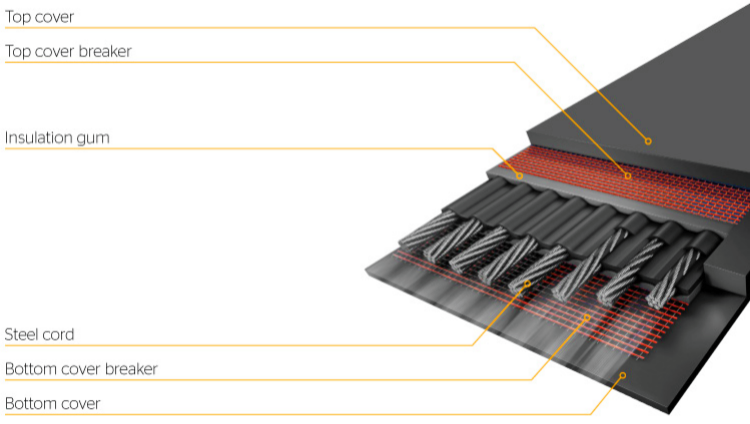
A comprehensive understanding of the steel reinforced conveyor belt diagram is essential for ensuring proper installation, maintenance, and troubleshooting. The diagram typically illustrates the belt’s cross-sectional view, highlighting its key components:
- Top Cover: This is the outermost layer of the belt, made from rubber or PVC. It protects the internal steel cords and provides resistance against wear, heat, and chemicals.
- Steel Cords: Running longitudinally throughout the belt, these high-tensile steel wires provide the primary reinforcement, ensuring the belt’s strength and durability. The spacing and diameter of these cords are critical for the belt’s flexibility and load-bearing capacity.
- Bottom Cover: Similar to the top cover, this layer protects the steel cords from damage and environmental factors, enhancing the belt’s longevity.
- Core Rubber: Surrounding the steel cords, this layer ensures proper adhesion between the cords and the covers. It also adds to the overall flexibility and shock resistance of the belt.
The construction of a steel reinforced conveyor belt involves precise engineering to balance strength, flexibility, and durability. The steel cords are meticulously arranged and embedded within the core rubber, ensuring uniform stress distribution and preventing potential failures.
Installation and Joint Methods
Proper installation of a steel reinforced conveyor belt is crucial for its performance and longevity. Here is a step-by-step guide to ensure correct installation:
- Preparation: Before starting the installation, ensure that all necessary tools and equipment are ready. Inspect the conveyor system for any damage or debris that could interfere with the installation.
- Unrolling the Belt: Carefully unroll the steel reinforced conveyor belt, ensuring that it remains flat and free from kinks. Use a belt tensioning device to maintain proper tension throughout the process.
- Aligning the Belt: Align the belt with the conveyor system, ensuring that it is centered and straight. Misalignment can cause uneven wear and reduce the belt’s lifespan.
- Securing the Ends: Attach the belt ends to the conveyor structure using appropriate fasteners or clamping devices. Make sure the ends are securely fixed to prevent slippage during operation.
- Joining the Belt: Use a suitable jointing method to connect the belt ends. For steel reinforced conveyor belts, the preferred technique is the steel cord conveyor belt joint.
Types of Jointing Methods
The jointing method for a steel reinforced conveyor belt is critical for maintaining its strength and continuity. Here are the common steel cord belt joint techniques:
- Mechanical Fasteners: These are quick and easy to apply, making them suitable for temporary or emergency repairs. However, they may not provide the same strength and durability as other methods.
- Vulcanized Splicing: This involves using heat and pressure to bond the belt ends together, creating a seamless and durable joint. Vulcanized splicing is preferred for permanent installations due to its high strength and reliability.
- Cold Bonding: In this method, a special adhesive is used to bond the belt ends. Cold bonding is less labor-intensive than vulcanized splicing and can be performed on-site without specialized equipment. However, it may not offer the same level of durability.
- Steel Cord Belt Joint: This technique involves the precise alignment and bonding of the steel cords within the belt ends. It requires skilled labor and specialized equipment but provides the highest strength and reliability. The steel cords are carefully arranged to match the original configuration, ensuring seamless load transfer and uniform stress distribution.
Proper installation and jointing of steel reinforced conveyor belts are essential for their optimal performance and longevity. By following these guidelines and selecting the appropriate jointing method, businesses can ensure efficient and reliable conveyor operations, minimizing downtime and maintenance costs.
After-Sale and Additional Services for Steel Reinforced Conveyor Belts
Warranty and After-Sale Support
Ensuring robust after-sale support and understanding the warranty offerings for a steel reinforced conveyor belt are critical aspects of the purchasing process. These factors can significantly influence the overall cost of ownership and operational efficiency of the conveyor system.
Typical Warranty Periods for Steel Reinforced Belts
The warranty period for a steel reinforced conveyor belt typically ranges from 1 to 3 years, depending on the manufacturer and the specific terms of the agreement. Some manufacturers may offer extended warranties that cover up to 5 years, particularly for belts used in demanding environments like mining and construction. These warranties usually cover defects in materials and workmanship, ensuring that the belt performs as expected under normal operating conditions.
When considering the warranty period, it’s essential to review the detailed terms and conditions.
- Coverage Scope: Understand what is included in the warranty. Common inclusions are manufacturing defects, premature wear, and structural failures. Some warranties may also cover labor costs for repairs or replacements.
- Exclusions: Identify what is not covered by the warranty. Exclusions might include damage caused by improper installation, misuse, or environmental factors beyond the specified limits.
- Claim Process: Familiarize yourself with the process for filing a warranty claim. This typically involves providing evidence of the defect, such as photographs or samples, and may require an inspection by the manufacturer’s representative.
Considering the cost-warranty relationship is crucial. While belts with longer warranty periods might have a higher initial cost, they often provide better value over time by reducing maintenance expenses and downtime. For example, a “Steel Cord Conveyor Belt Price” comparison can reveal that belts with comprehensive warranties might save costs in the long run by minimizing unexpected repair expenses.
After-Sale Services
In addition to warranty coverage, after-sale services play a vital role in maintaining the performance and longevity of a steel reinforced conveyor belt. Here are some common after-sale services provided by reputable manufacturers:
- Technical Support: Manufacturers often offer ongoing technical support to help with installation, maintenance, and troubleshooting. This support can include access to technical manuals, online resources, and direct assistance from engineers.
- Maintenance Programs: Some manufacturers provide scheduled maintenance programs to ensure the conveyor belts remain in optimal condition. These programs can include regular inspections, preventive maintenance, and timely replacements of worn components.
- Training: Comprehensive training programs for operational and maintenance staff can enhance the efficiency and safety of conveyor belt operations. Training sessions might cover proper installation techniques, routine maintenance procedures, and emergency response protocols.
- Spare Parts Availability: Easy access to genuine spare parts is essential for minimizing downtime. Manufacturers often maintain inventories of critical components, ensuring that replacements are available when needed.
- Service Contracts: Long-term service contracts can provide peace of mind by ensuring that expert support is available throughout the belt’s lifecycle. These contracts might include regular inspections, maintenance, and priority response for repairs.
Cost-Warranty Considerations
When evaluating the cost-warranty dynamics, it’s important to balance the initial investment with potential savings from reduced maintenance and downtime. Here’s a table summarizing the cost-warranty considerations:
Investing in a steel reinforced conveyor belt with a robust warranty and comprehensive after-sale support can lead to significant operational benefits. By ensuring that the belt is backed by strong manufacturer support, businesses can enhance the reliability, efficiency, and longevity of their conveyor systems, ultimately contributing to better productivity and cost savings.
FAQs About Steel Reinforced Conveyor Belt
A steel belt conveyor is a type of conveyor belt that uses steel as the primary reinforcement material. These belts are designed for high-strength and durability, making them ideal for heavy-duty applications. Steel belt conveyors are commonly used in industries such as mining, construction, and manufacturing, where they transport heavy materials over long distances. The steel reinforcement provides exceptional tensile strength, ensuring the belt can handle large loads without stretching or breaking. Additionally, steel belts are resistant to wear, heat, and corrosion, which extends their lifespan and reduces maintenance costs. This makes steel belt conveyors a reliable choice for demanding industrial environments.
A steel cord conveyor belt is specifically used for transporting heavy loads and materials in challenging industrial environments. These belts are reinforced with high-tensile steel cords, which provide superior strength and durability compared to other types of conveyor belts. Steel cord conveyor belts are commonly used in the mining industry to move bulk materials like coal, ore, and aggregates. They are also employed in construction for handling heavy building materials and in the manufacturing sector for transporting large or heavy products. The steel cords ensure the belt can operate over long distances and under high stress without significant wear or deformation, making them essential for efficient and reliable material handling in demanding conditions.
The strongest conveyor belt available is the steel cord conveyor belt. Reinforced with high-tensile steel cords, these belts offer unparalleled strength and durability, capable of withstanding extreme loads and harsh operating conditions. The tensile strength of steel cord conveyor belts can reach up to 10,000 N/mm, significantly higher than fabric-reinforced belts. This exceptional strength makes them ideal for heavy-duty applications in industries such as mining, construction, and bulk material handling. The steel cords provide excellent resistance to stretching, tearing, and impact, ensuring the belt maintains its integrity even under the most demanding conditions. As a result, steel cord conveyor belts are the preferred choice for operations requiring maximum strength and reliability.
The primary metal used in conveyor belts is steel, particularly in steel reinforced conveyor belts. These belts incorporate high-tensile steel cords or wires that run longitudinally through the belt, providing exceptional strength and durability. The steel used in these belts is typically galvanized or coated to prevent rust and corrosion, ensuring a long service life even in harsh industrial environments. In addition to steel cords, some conveyor belts may use other metals, such as stainless steel, for specific applications where corrosion resistance is critical. Stainless steel belts are often used in food processing, pharmaceutical, and chemical industries due to their ability to withstand exposure to moisture, chemicals, and high temperatures without degrading.
A steel cord conveyor belt is used primarily for high-tension, heavy-duty applications. These belts are designed to transport bulk materials over long distances and in demanding environments, such as in mining, quarrying, and heavy industrial operations. The steel cords provide high tensile strength, allowing the belt to carry large loads and withstand severe operational conditions, including high impact, heavy abrasion, and extreme temperatures.
The main difference between a fabric belt and a steel cord belt lies in their construction and performance characteristics:
Construction:
Fabric Belt: Made with multiple layers of synthetic fabrics (like polyester, nylon, or cotton) that are bonded together with rubber.
Steel Cord Belt: Composed of a single layer of high-strength steel cords embedded in rubber.
Tensile Strength:
Fabric Belt: Generally has lower tensile strength compared to steel cord belts, making it suitable for lighter to medium-duty applications.
Steel Cord Belt: Offers significantly higher tensile strength, ideal for heavy-duty and long-distance conveying tasks.
Durability:
Fabric Belt: More prone to stretching and less resistant to cuts and punctures.
Steel Cord Belt: Highly resistant to stretching, cuts, and punctures, making it more durable and longer-lasting in harsh environments.
Flexibility:
Fabric Belt: More flexible, which allows it to be used on smaller pulleys and in more complex conveyor configurations.
Steel Cord Belt: Less flexible due to the steel cords, typically requiring larger pulley diameters.
Last Updated on August 7, 2024 by Jordan Smith
Jordan Smith, a seasoned professional with over 20 years of experience in the conveyor system industry. Jordan’s expertise lies in providing comprehensive solutions for conveyor rollers, belts, and accessories, catering to a wide range of industrial needs. From initial design and configuration to installation and meticulous troubleshooting, Jordan is adept at handling all aspects of conveyor system management. Whether you’re looking to upgrade your production line with efficient conveyor belts, require custom conveyor rollers for specific operations, or need expert advice on selecting the right conveyor accessories for your facility, Jordan is your reliable consultant. For any inquiries or assistance with conveyor system optimization, Jordan is available to share his wealth of knowledge and experience. Feel free to reach out at any time for professional guidance on all matters related to conveyor rollers, belts, and accessories.

